


Many of the UK's local authorities collect recyclable waste mixed together in the same bin. Mike Tingle discovers how differences in chemical and physical properties are used to separate a wide variety of materials
Have you ever stopped to think about the difference between re-using and recycling? Re-using means using items again for their original purpose, whereas recycling involves processing the materials to make new items.
Economic decisions
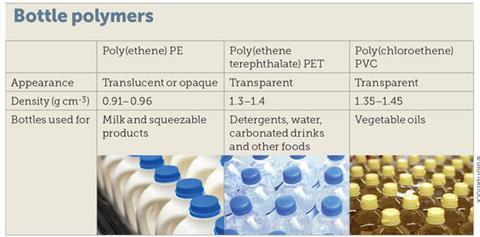
Whether an item is re-used or recycled often comes down to practicality and economics. Glass milk bottles can be cleaned, sterilised and refilled by a dairy (so are returned for re-use and not put into kerbside collection bins), it is not economical to do the same for wine and beer bottles. Instead they are recycled, processed and given a second life.
Plastic bottles are recycled rather than re-used, since the low softening point of the material makes them difficult to sterilise. Also, their lightweight, high-bulk nature makes them uneconomic to collect unless they are squashed down and compacted.
Recycled materials often end up with a new, but very different, lease of life. Scrap glass is often used as aggregate in road building, while recycled PET bottles are melt-spun into polyester fibres for fleeces or carpets. Steel and aluminium from food and drinks cans are melted down with other scrap metal to be used in a multitude of applications - besides the manufacture of new cans.
Waste paper and cardboard are very versatile and can be transformed into a variety of new paper and card products. However, the technology can now separate newspapers from other types of paper, meaning yesterday's news may well reappear as tomorrow's blank newsprint.
Recycling household waste
A high proportion of household waste, particularly packaging, is recyclable. The problem is that we cannot recycle broken bottles into bike frames, cardboard into cans, or plastics into paper: the materials must first be separated before they can be useful. Communal facilities for recycling paper, cans, bottles and plastics are one way of achieving this separation, but they rely on people being motivated to take their recyclables to a collection site. In order to improve recycling rates, most UK councils also operate kerbside collection of recyclable waste.
Around 40% of local authorities require households to collect waste paper, glass, metals and plastic in separate containers, while a further 50% provide a single wheelie bin for all recyclables.
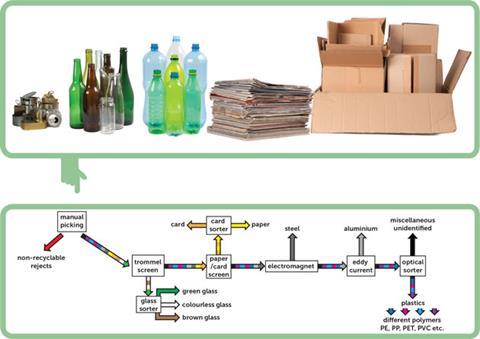
However, the co-mingled, mixed waste that comes from kerbside recycling schemes needs sorting into separate recycling streams at a specialised materials recovery facility (MRF), which may also handle recyclable commercial waste. More modern MRFs go beyond separating paper, metal, plastics and glass and also differentiate between the various types of each material. This involves identification techniques, such as x-ray fluorescence (XRF) and rapid-scanning near infrared (NIR) spectroscopy, using reflected and/or transmitted light. These systems are integrated with computer-controlled mechanisms that physically separate each item once it has been identified.
Manual sorting
The first stage of the sorting procedure at an MRF is actually a manual process. The co-mingled waste is spread onto conveyors passing in front of trained human pickers who remove any items that the sorting equipment won't be able to handle. These include non-recyclable materials, large items such as pots and pans, badly contaminated items and unsuitable materials, such as wood. This minimises identification problems and damage to machinery further down the line. Plastic bags and film are also removed since they could become tangled in the machinery. They are added to the appropriate batch of sorted polymers later on.

Recycling glass
To increase capacity, collection vehicles compress recyclables. Further crushing at the MRF shatters glass bottles. The crushed waste mixture is fed into 'trommel screens' - large, inclined, rotating, cylindrical sieves that separate the broken glass from larger items. Other materials that also fall through are separated out later and can be returned to the main flow, or to their own separate recycling streams. For instance, small pieces of paper and plastic are lifted off the belt by an overhead vacuum.
Since sorting glass by colour requires expensive equipment, the multicoloured broken glass from older MRFs may simply be sent for recycling as road-building aggregate. More advanced MRFs can separate glass further into different types, using cameras or NIR spectroscopy to distinguish between colours. Such detectors are linked to a bank of air jets that blast each piece of glass into the appropriate collection bin as it falls from the end of the conveyor. Similar systems can be used to identify and separate other materials, such as paper (by grade) and plastics (by polymer type).
Paper and cardboard
Paper and card can be separated from mixed waste using a variety of methods. Trommel screens are sometimes used, which retain sheets of paper and cardboard while allowing other materials to fall through. Jets of air can also selectively remove paper and cardboard, which have low densities and a high surface area - an overhead vacuum achieves the same effect. Some MRF plants use a disc sorter, with rotating cogs that throw paper and cardboard into the air, where a crosswind blows them onto a separate conveyor.
Other equipment separates paper from cardboard, and thin card from thicker cardboard. Newspaper is separated from magazines and office paper, which is sorted into various grades.
Sorting using a camera to identify colour is unreliable, since dampness causes significant colour changes that end in misidentification. More modern systems use NIR detectors to recognise specific materials, triggering air blasts that blow them into the correct collection stream.
Non-paper parts, such as envelope windows and adhesive on the spines of directories, are separated later, during re-pulping at a paper mill. The resulting non-paper sludge may be dried and burned in the mill's combined heat and power plant.
Metals, magnets and motors
Steel cans and other ferrous items are separated out using an electromagnet within a conveyor belt loop that runs across and above the moving waste stream. Ferrous metals are attracted up onto the belt and carried away.
Scrap electric motors pose a problem for magnetic separation, though they are more likely to be present in commercial waste than domestic. The motor is picked up because of its steel casing, but inside it are copper coils - also known as copper 'meatballs'. Besides being a more valuable metal than steel or aluminium, copper will also contaminate the recycled steel if it's not removed, making it too brittle or too soft. Meatballs in the ferrous waste stream can be detected, and then removed, by identifying copper's x-ray fluorescence spectrum.
Non-ferrous metals, mainly aluminium cans, are also separated out with the aid of magnets. Eddy-current separators underneath the conveyor belt use fast-spinning, rare earth or ceramic magnets to induce eddy currents within any metal object on the belt. These swirling currents produce their own magnetic field, which is repelled by that of the rotor, propelling metal objects across a gap between the end of the belt and the collector. Non-metallic objects fall off the end and are collected separately.
Plastics
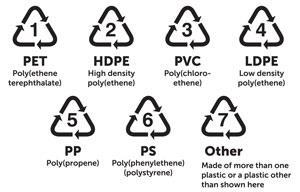
Plastic items are usually marked with an identification code, however these do not guarantee recyclability. This depends on the type of facilities available at a particular MRF.
90% of UK local authorities now collect plastic bottles, though only 35% also collect thermoplastic pots, tubs and trays, either mixed with other recyclables or separately. Thermosets cannot be re-melted, so are non-recyclable.
Each polymer has a particular set of physical properties that determine its applications.Re-melting a mixture of waste polymers gives a plastic with indeterminate properties, suitable only for making low-grade products such as plant pots. So the value of scrap plastic is much higher when it's sorted into these individual types. To help improve the accuracy of the separation process, automated systems distinguish different polymers by their properties, not by any ID codes.
Restricting plastics recycling to 'bottles only' can also help, as this simplifies sorting to three main polymers: poly(ethene) (PE), poly(ethene terephthalate) (PET) and poly(chloroethene) (PVC). These can be automatically sorted relatively simply: the bottles pass through an x-ray beam and the characteristic x-ray fluorescence of chlorine in PVC bottles triggers an air blast that blows them off the belt and into a separate waste stream. The PE and PET are shredded and separated by flotation, exploiting their difference in density.
With the introduction of more sophisticated technology, a wider range of waste polymers can now be sorted than in the past. Unlike plastic-bottle banks, mixed recyclable systems can also accept poly(propene) margarine tubs and ready-meal trays, as well as poly(phenylethene) (polystyrene) yoghurt pots and other plastic containers. To identify each polymer, NIR spectroscopy is used, with a series of detectors recognising characteristic absorbance peaks in each polymer's NIR spectrum. Air jets are triggered that are angled to blow each container off the conveyor belt and into the correct processing stream.
Alternatively, chopped mixed plastics are scattered onto the conveyor in a single layer. Detectors then identify the polymer in each fragment and its position across the width of the belt. As fragments drop off the end, the appropriate combination of air jets, from a bank of over 200, are fired to push each fragment into the correct stream. Plastics that are not identified as one of those suitable for recycling are diverted into the reject stream: these include aluminised plastics composites, such as crisp packets and biscuit wrappings.
After sorting
The R in MRF stands for recovery not recycling. Indeed, most separation facilities do not recycle materials themselves, but sell them on to specialist recyclers. For instance, Cheshire's household recyclables go to a facility owned by UPM at Shotton in Flintshire, UK. Paper - which makes up 45% of recyclables - is processed at their on-site paper mill, with other materials being passed on to appropriate recyclers in the region. Any materials unsuitable for recycling usually end up in landfill sites, though some combustible rejects may be turned into fuel pellets.
Looking to the future
Better MRFs involve greater installation costs but generate higher grade, and more valuable, materials that are sorted more reliably into more specific categories. Increasing effectiveness is largely down to technology. However increasing efficiency (ie the proportion of the waste that actually ends up being recycled) depends on educating householders to place only acceptable materials in their recycling bins. What is classified as 'acceptable' varies between local authorities, since this will depend on the type of sorting equipment at a particular MRF.
Most plastic containers carry a triangular ID code, but how many people check whether each item is a polymer accepted by their local recycling scheme? Reverse vending machines installed at canned and bottled drinks outlets offer a different approach to waste collection: as an incentive to recycle they issue reward vouchers in exchange for empty containers, which the machine recognises and sorts into the correct collection bin. Some machines use material-recognition while others identify specific containers using shape-recognition or barcode scanning. Unacceptable items are rejected and returned to the customer.
Reverse vending machines can be set up to accept steel and aluminium cans, glass, as well as PET and other polymer bottles. Cans and plastic bottles are crushed to increase capacity. Glass bottles are usually kept whole, for return to the outlet's supplier for cleaning and re-use.
Specialised reverse vending machines for light bulbs encourage consumers to responsibly dispose of all types of bulb - especially compact fluorescent bulbs, which contain small amounts of mercury and so should not be put into recycling bins or general waste. After separation, all parts of the bulb can be recycled, including mercury and the phosphor coatings.
As we move into the future, recycling has the potential to become a more profitable industry, but this will rely on the ability of MRFs to effectively separate waste into its different component materials. While some of this separation can be achieved by encouraging the behaviour of householders, chemical technology and process engineering has a great deal to offer the waste industry.
Mike Tingleis a freelance author and educational consultant specialising in applied science.
Acknowledgments: The author thanks Julian Phipps of UPM, Shotton, and Steve Stothard of Reverse Vending Corporation for their help in answering his queries.






No comments yet